预紧力一致性与追溯记录:为什么关键拧紧“看似合格”仍会漏锁与返工
在动力电池、电机电控、热管理等新能源汽车装配里,关键螺栓连接的难点常常不是“能不能拧到扭矩”,而是预紧力一致性是否稳定、异常是否能被及时识别、责任是否能被追溯到具体工位与过程。摩擦系数随表面处理、涂胶、润滑和批次波动,垫片与密封件会压缩回弹,孔位与装配偏差会改变贴合过程,工具姿态与反力路径也会影响输出与受力状态,这些都会让同样的扭矩阈值对应不同的实际夹紧状态。结果是现场可能出现漏锁、虚锁或返工增多,但事后很难回答“当时到底发生了什么”,质量闭环缺少证据链。智能拧紧系统的追溯价值在于把拧紧从单点结果变成可复核的过程记录,让每一颗螺栓的过程数据沉淀为追溯记录,支持生产、工艺、质量用同一套事实来沟通与改进。
扭矩-角度曲线与过程窗口:把不可见风险变成可监控、可判定、可追溯
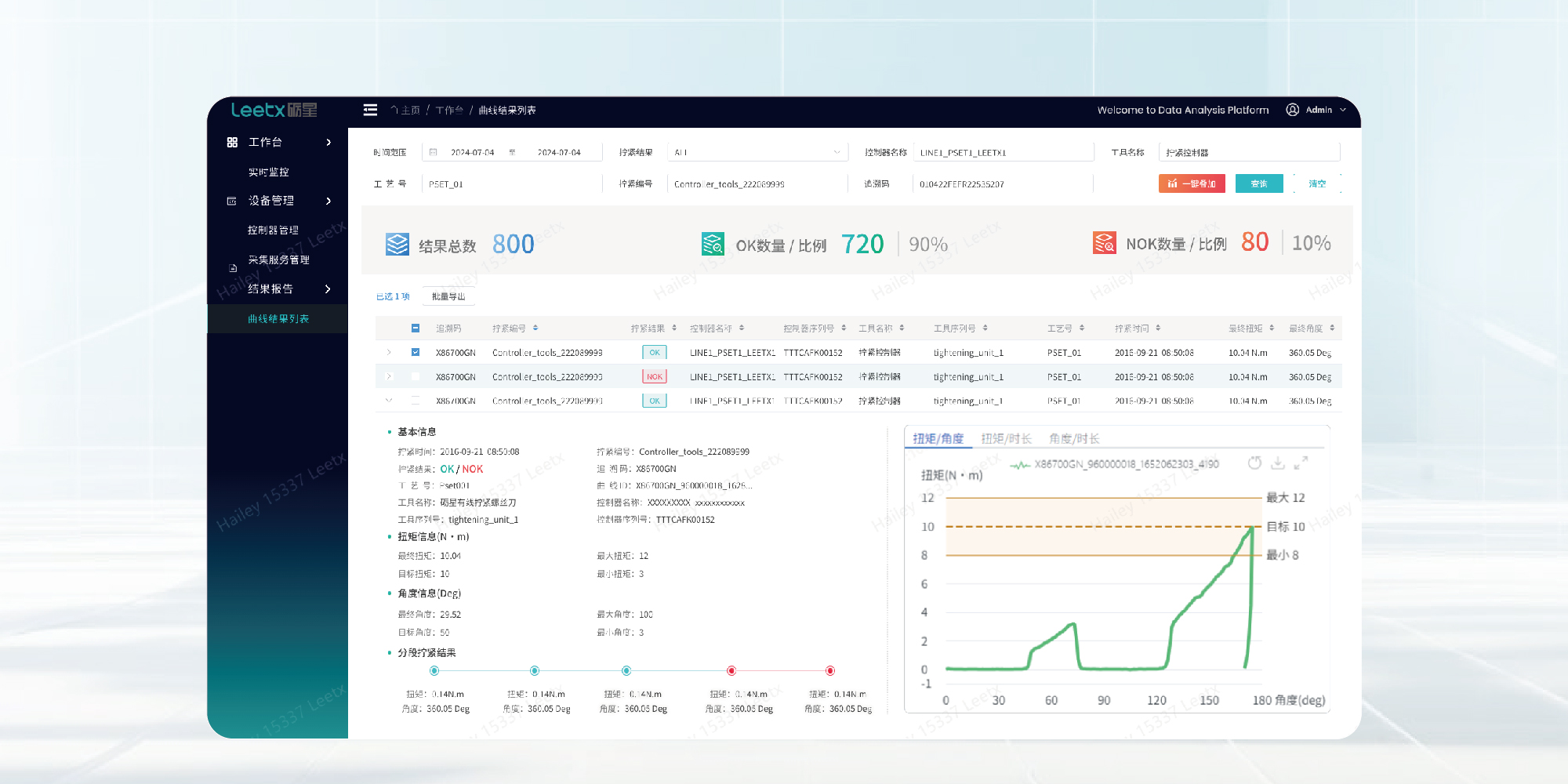
仅靠扭矩阈值在某些场景会失效,原因在于扭矩本质上是摩擦与夹紧共同作用下的结果值,摩擦异常可能导致扭矩提前升高而形成虚锁风险,也可能在滑牙等情况下出现“到值但不可靠”。引入扭矩-角度监控后,拧紧过程可以通过曲线特征被分段理解并设定过程窗口判定,例如贴合点是否在合理区间、上扭矩阶段角度增长是否符合预期。角度增长异常偏大往往提示滑牙或螺纹啮合异常,角度增长异常偏小且扭矩陡升则需警惕顶死、干涉或孔位偏差;贴合点位置异常也可能指向漏垫片、未贴合或装配面异常。通过过程窗口把这些风险转化为系统可判定的事件,才能让追溯从“记录一个合格/不合格”升级为“记录为什么合格、因何不合格、异常发生在何阶段”。
闭环控制与传感器式拧紧系统:追溯的前提是过程数据真实且可用
追溯不是简单存档,前提是数据来源可靠、过程可重复。传感器式拧紧系统通常将控制、数据采集与人机交互集成,并通过内置高精度扭矩传感器实时检测输出真实扭矩,配合伺服控制与底层算法提升拧紧过程的可控性,使其更适用于装配质量要求更高的场景。相比普通电批或简易扭矩控制方案只在停止点给出一个结果值,传感器式拧紧更强调采样与曲线、阶段控制、阈值与窗口、异常策略与互锁逻辑的组合,使“发现异常—当下拦截—按规则处置—结果可追溯”成为可能。砺星Leetx在智能装配领域持续研发与投入,围绕高端制造装配需求形成伺服拧紧系统与无线拧紧系统等产品形态,使自动拧紧在柔性工位与产线集成中更便于落地,并为过程监控与追溯记录提供数据基础。
MES数据连接与防错互锁:追溯记录要能“关联到人机料法环”并用于放行决策
真正可用的追溯记录不仅包括扭矩-角度曲线,还应能与工单、产品条码/序列号、工位、程序版本、操作员、紧固件批次等生产信息关联,形成面向质量闭环的证据链。智能拧紧系统在产线上常见的落地方式是把每次拧紧的结果与曲线数据结构化存储,并通过数据接口与MES或产线系统建立关联,使问题追溯能落到具体产品、具体工位与具体过程。与此同时,防错互锁是追溯走向“预防”的关键环节:当过程窗口越界、角度增长异常或曲线特征不满足判定规则时,系统可以触发不放行或返工逻辑,让异常在当下被处置,而不是流到下道工序才被发现。砺星拧紧系统强调过程监控与追溯方面更便于工艺落地,这类能力对于电机电控、动力电池等对一致性与追溯要求较高的装配场景更具工程价值。
新能源汽车场景闭环:从交叉拧紧到换型校准,让追溯成为可执行的工艺规则
以动力电池包壳体/上盖螺栓为例,目标是获得均匀压紧与密封可靠性,风险主要来自密封件压缩回弹、涂胶导致的摩擦波动,以及交叉拧紧顺序不当引发的局部翘曲。策略是在自动拧紧程序中固化交叉拧紧与顺序控制,并对称孔位进行节拍协调,同时用扭矩-角度过程窗口约束贴合点与上扭矩阶段,异常触发防错互锁并生成追溯记录;预期改善是过程一致性更可复现,异常定位更靠数据而非经验,返工规则更清晰。再以电机壳体与端盖螺栓为例,目标是稳定预紧力并降低装配偏差带来的风险,常见风险是孔位偏差、姿态干涉或螺纹状态差导致顶死或滑牙。策略上角度监控对滑牙识别、顶死判定与孔位偏差提示具有直接工程价值,并通过程序版本管理与换型校准确保不同零件版本、不同工装状态下的过程窗口可维护;预期改善是“异常可判定、处置可执行、证据可追溯”,让质量闭环能回到具体曲线与具体规则,而不是停留在口头描述。砺星、砺星Leetx与砺星拧紧系统在此类汽车零部件、电机电控与动力电池装配工艺中更便于形成过程监控与追溯闭环,满足现代工厂对精准可追溯装配的需求。