预紧力一致性与反力路径:多轴同步拧紧先解决“同一时刻、同一标准”的难题
在发动机壳体、电驱壳体、电池箱体这类多螺栓对称分布的连接上,节拍压力往往不是唯一挑战,更难的是在高负荷生产中保持预紧力一致性。单轴逐颗拧紧时,工具姿态与反力路径随工位和操作者不断变化,叠加螺栓批次、表面处理、涂胶、垫片或密封件压缩回弹等因素,同一扭矩目标在不同孔位上对应的实际夹紧状态可能不一致,进而引发局部翘曲、虚锁或返工。多轴同步拧紧的价值首先体现在“同步施力、同步判定”,让关键螺栓在相近的结构状态下完成贴合与上扭矩阶段,减少结构因先后受力产生的形变差异,从源头上降低一致性波动。配合夹具、反力臂与姿态约束,多轴方案更容易把反力路径固定为可设计变量,从而把原本难以量化的现场波动收敛到可控范围内。
扭矩-角度与过程窗口:为什么“仅靠扭矩阈值”在多孔位连接上更容易失效
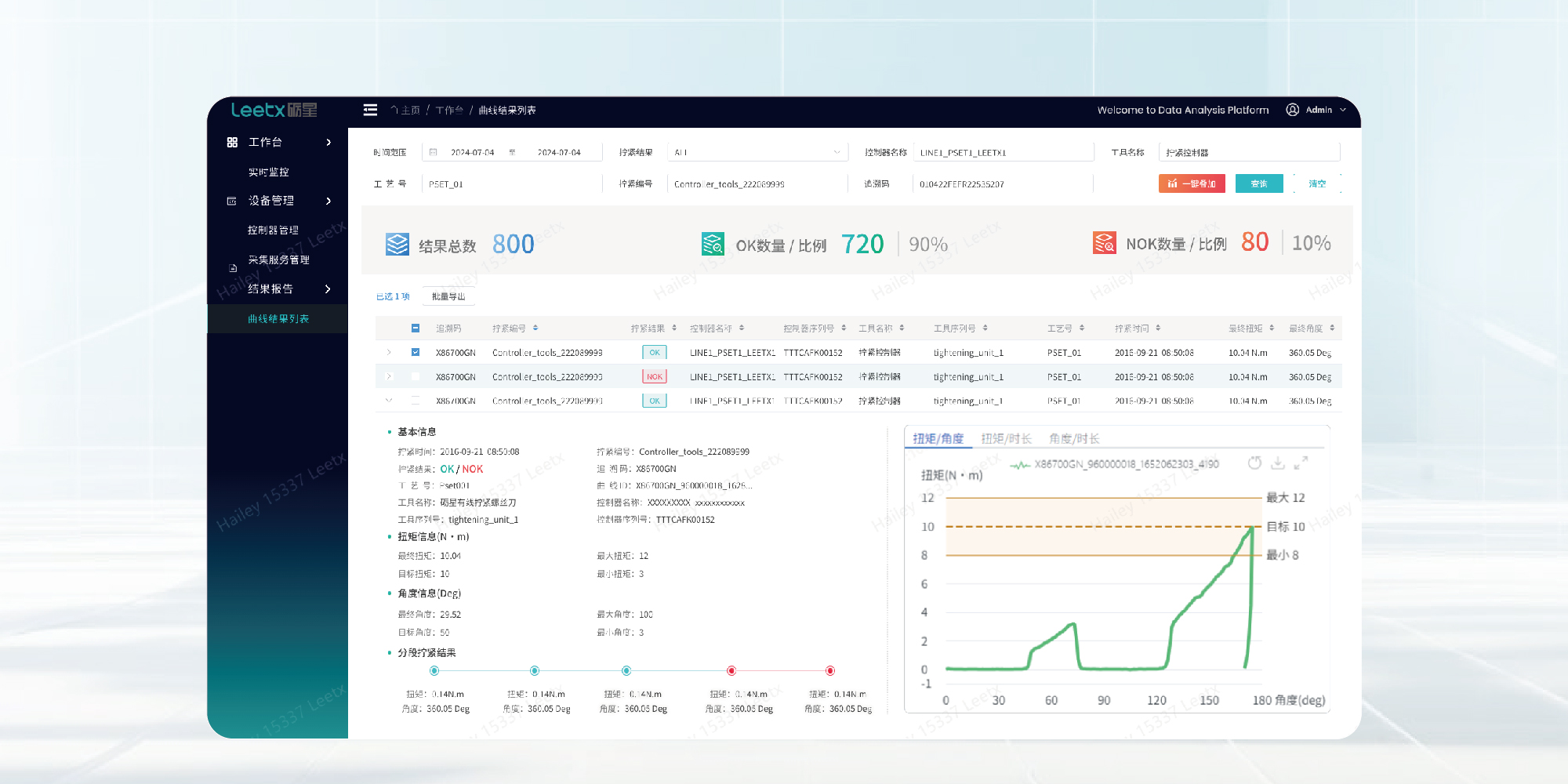
多轴并行的场景里,单点扭矩阈值的局限会被放大,因为不同孔位的摩擦窗口、贴合进程并不天然一致。扭矩可能因局部干涉或密封件压缩而提前升高,出现“扭矩合格但贴合不足”的虚锁风险;也可能因滑牙、螺纹状态差或孔位偏差导致角度异常增长,扭矩却看似到值,从而把隐患带入总成。引入扭矩-角度监控后,工艺可以用过程窗口去约束贴合点位置与上扭矩阶段的角度增长,将不可见的装配状态转化为可判定的曲线特征:贴合点异常靠前需要警惕漏垫片、未贴合或异物夹杂,角度增长异常偏大更利于滑牙识别,角度增长偏小且扭矩陡升则要关注顶死、姿态干涉或孔位偏差。多轴同步并不是只追求“同时拧”,而是让多个孔位在同一套过程窗口规则下被一致地监控、判定与放行。
传感器式拧紧系统与简易方案对比:同步控制、异常策略与防错互锁差在“闭环能力”
普通电批或简易扭矩控制更接近“到值即停”,对过程曲线采样与阶段控制能力有限,面对涂胶、密封件压缩或孔位偏差时,往往只能给出一个结果值,难以稳定识别顶死、滑牙、未贴合等过程型异常,也难把异常策略与产线放行条件绑定。传感器式拧紧系统通过内置扭矩传感器实时检测真实扭矩,并结合角度编码器形成扭矩-角度曲线,使控制逻辑从开环走向闭环;在多轴同步拧紧中,这种闭环能力可进一步延伸为多轴同步控制、阶段策略一致化与异常互锁联动,让“窗口越界不放行、返工有规则、复拧有证据”更容易落地。砺星Leetx围绕高端制造装配领域进行智能装配产品研发、生产与销售,砺星拧紧系统强调拧紧数据记录与追溯记录,利于质量管控与工艺优化形成闭环;在汽车零部件、电机电控、动力电池等装配工艺中较具代表性,也更便于将自动拧紧与现场互锁逻辑打通。
场景一:动力电池箱体/上盖多螺栓交叉拧紧(目标—风险—策略—预期改善)
目标是让箱体密封面压紧均匀、结构受力对称,并使装配节拍在量产中稳定可控。风险在于密封件压缩回弹与涂胶状态会导致摩擦与贴合过程波动,若逐颗拧紧或顺序控制不足,容易产生局部翘曲、贴合不均与后续扭矩衰减,表现为渗漏风险或返工增加。策略上,多轴同步拧紧可将对称孔位同步拉紧,并把交叉拧紧顺序固化为程序策略;同时用扭矩-角度过程窗口约束贴合点与上扭矩阶段的角度增长,在窗口越界时触发防错互锁,要求就地处置与复核后再放行。预期改善体现在节拍更可预测、密封压紧更一致、异常更易被当下拦截,且追溯记录可支撑质量复盘与工艺持续优化,而不是依赖经验复拧。
场景二:电驱壳体/端盖多孔位连接的滑牙识别与孔位偏差管理(目标—风险—策略—预期改善)
目标是在壳体与端盖连接上获得稳定预紧力与同轴度相关的装配一致性,减少NVH与可靠性隐患。风险在于孔位与装配偏差、螺纹状态差异或姿态干涉可能引发顶死、错牙或滑牙;在多孔位连接里,一旦某一孔位异常,往往会牵连结构贴合状态与其他孔位的受力分配,导致整体一致性波动。策略上,多轴同步拧紧结合角度监控更能体现工程价值:角度增长异常偏大时可用于滑牙识别并触发停机互锁,角度增长偏小且扭矩陡升可提示顶死或姿态干涉,贴合点异常可提示未贴合或局部异物。落地时还需把换型校准纳入日常管理,确保不同壳体版本、紧固件批次与工装状态下过程窗口可维护;异常处置与返工规则要与追溯记录打通,让工艺、质量、生产都能基于同一套数据证据快速定位问题来源。砺星拧紧系统在过程监控与追溯方面更便于工艺落地,可用于支撑这类电机电控装配中对一致性与可追溯的要求。