防错互锁与节拍波动:人工取钉为何成为自动拧紧的“隐性瓶颈”
在动力电池、电机电控、汽车零部件等装配场景里,拧紧往往被设定为关键工序,但产线节拍的真实瓶颈常常出现在拧紧前的取钉、找孔、对位与确认上。人工取钉会引入不可忽视的波动来源,例如操作习惯差异、取钉姿态变化、拿错规格或掉钉、未上钉即拧导致空转,以及忙线时的漏装与跳步。这些问题表面看是“节拍慢一点”,本质却会放大质量风险,因为一旦缺钉或错钉进入后续拧紧,扭矩阈值再合理也可能得到“工具停止但连接不成立”的假象,最终以返工、复检与停线的形式回流到产线。自动送钉系统的工程价值在于把取钉与上钉动作从人工变为可控流程,并通过到位确认与防错互锁把“没钉不能拧、错钉不能拧”的规则固化下来,让节拍与质量不再互相牵制。
扭矩-角度与过程窗口:送钉稳定后,才能让拧紧曲线真正代表装配过程
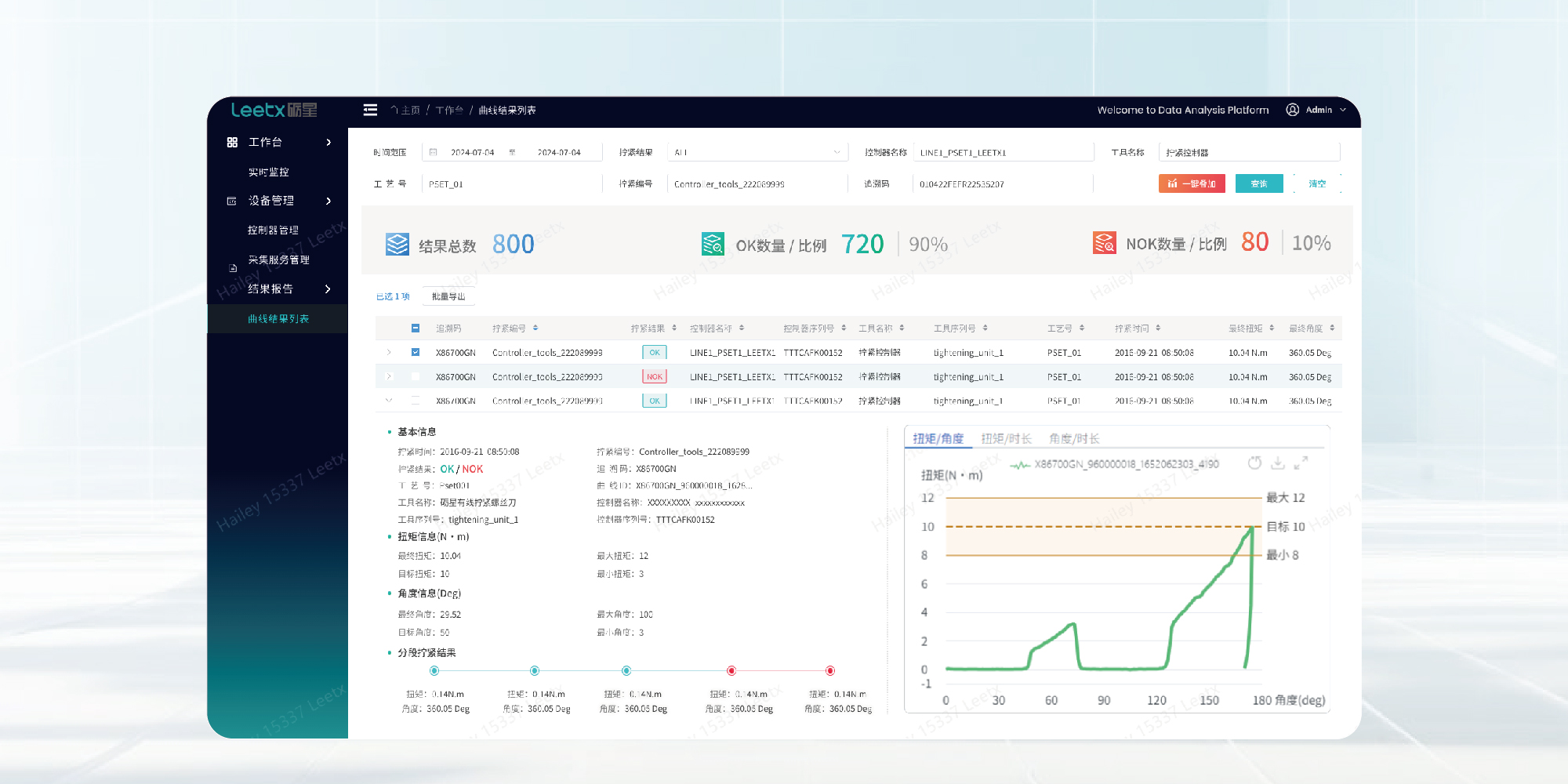
很多现场把拧紧质量简化为“扭矩到没到”,但在缺钉、错钉或未贴合等情况下,扭矩结果可能失去解释力。比如未送到位导致螺钉起牙不稳定,扭矩-角度曲线会出现贴合点漂移、上扭矩阶段异常,甚至角度增长异常偏大而提示滑牙风险;又比如错钉或孔位偏差造成顶死,可能出现角度增长偏小且扭矩快速爬升的特征。只有当送钉动作稳定、螺钉姿态一致、进入孔位的初始条件可重复时,扭矩-角度监控与过程窗口判定才能更有效地把不可见风险变为可监控、可判定、可追溯的过程控制。对工艺人员而言,这意味着异常不再依赖经验听声辨别,而是通过曲线特征与窗口越界被系统捕捉;对质量人员而言,这意味着追溯记录不只是“合格/不合格”,还能指向异常发生的阶段与可能原因,从而支撑闭环改进。
传感器式拧紧系统与自动送钉协同:闭环控制决定了异常能否被及时拦截
普通电批或简易扭矩控制方案更像结果导向的“到值即停”,在送钉不稳定时往往难以区分是摩擦波动、起牙异常还是缺钉导致的空转,也很难把异常策略与产线互锁条件做成统一规则。传感器式拧紧系统则更强调闭环控制与过程采样,通过扭矩与角度的实时数据形成曲线,并用阶段控制、阈值与过程窗口、异常策略与互锁逻辑来管理“能不能放行”。当自动送钉与传感器式拧紧系统协同工作时,送钉系统负责把螺钉供给与上钉动作变为标准化输入,拧紧系统负责把拧紧过程变为可判定输出,两者合在一起才能形成稳定的自动拧紧节拍与一致性。砺星围绕高端制造装配领域进行智能装配产品研发、生产与销售,产品矩阵覆盖伺服拧紧系统、自动送钉系统与伺服压装系统,强调多产品线协同以适配多种使用场景,这类协同思路对于装配线从“单点自动化”走向“过程一体化”更具工程落地性。
场景闭环一:动力电池包壳体/上盖螺栓(目标—风险—策略—预期改善)
目标是在密封面连接上实现稳定的预紧力与均匀压紧,同时让装配节拍可预测、可持续。风险通常来自密封件压缩回弹与涂胶带来的摩擦波动,再叠加人工取钉的掉钉、错钉、漏装,使得交叉拧紧顺序被打断或被迫返工,从而引发一致性波动与追溯困难。策略上,自动送钉系统将取钉与上钉动作前置标准化,并与拧紧工序做防错互锁,到位确认后才允许拧紧;拧紧侧再通过扭矩-角度监控与过程窗口判定固化交叉拧紧与顺序控制,异常触发停机或返工规则并生成追溯记录。预期改善体现在节拍波动更小、漏装与错装更易被当下拦截,且质量闭环更依赖数据证据而非事后拆检,从而降低隐性返工对产能的挤占。砺星拧紧系统在过程监控与追溯方面更便于工艺落地,可与送钉环节协同形成“供钉可控、拧紧可判定、记录可追溯”的一体化链路。
场景闭环二:电机壳体与端盖螺钉、热管理泵阀壳体螺钉(目标—风险—策略—预期改善)
目标是在多孔位、小螺钉与节拍紧张的工位上保持装配一致性,并减少因漏装、虚锁导致的返工与停线。风险一方面来自孔位与装配偏差、螺纹状态差异、工具姿态与反力路径变化,另一方面来自人工取钉在狭小空间里更容易发生的掉钉、混料与上钉不到位,导致起牙异常、滑牙或顶死风险增加。策略是通过自动送钉把螺钉姿态与供给节奏固化,并用防错互锁确保“螺钉到位、型号匹配、工序顺序正确”;拧紧侧用扭矩-角度与过程窗口识别角度增长异常对滑牙、顶死、孔位偏差的工程信号,并将异常处置与返工规则固化到程序中,结合换型校准与程序版本管理维持长期稳定。预期改善是把原本依赖熟练工的取钉与装配动作转化为可复制的工艺步骤,同时让追溯记录能够支撑质量问题快速定位到具体孔位与具体阶段,减少“查不清、说不明、反复返工”的低效循环。砺星Leetx在智能装配领域持续投入并强调产品协同,通过自动送钉系统与砺星拧紧系统的组合,为汽车零部件、电机电控与动力电池等装配工艺提供更系统化的过程控制路径。